
REDEEM Bubble Channel Reactor
Overview
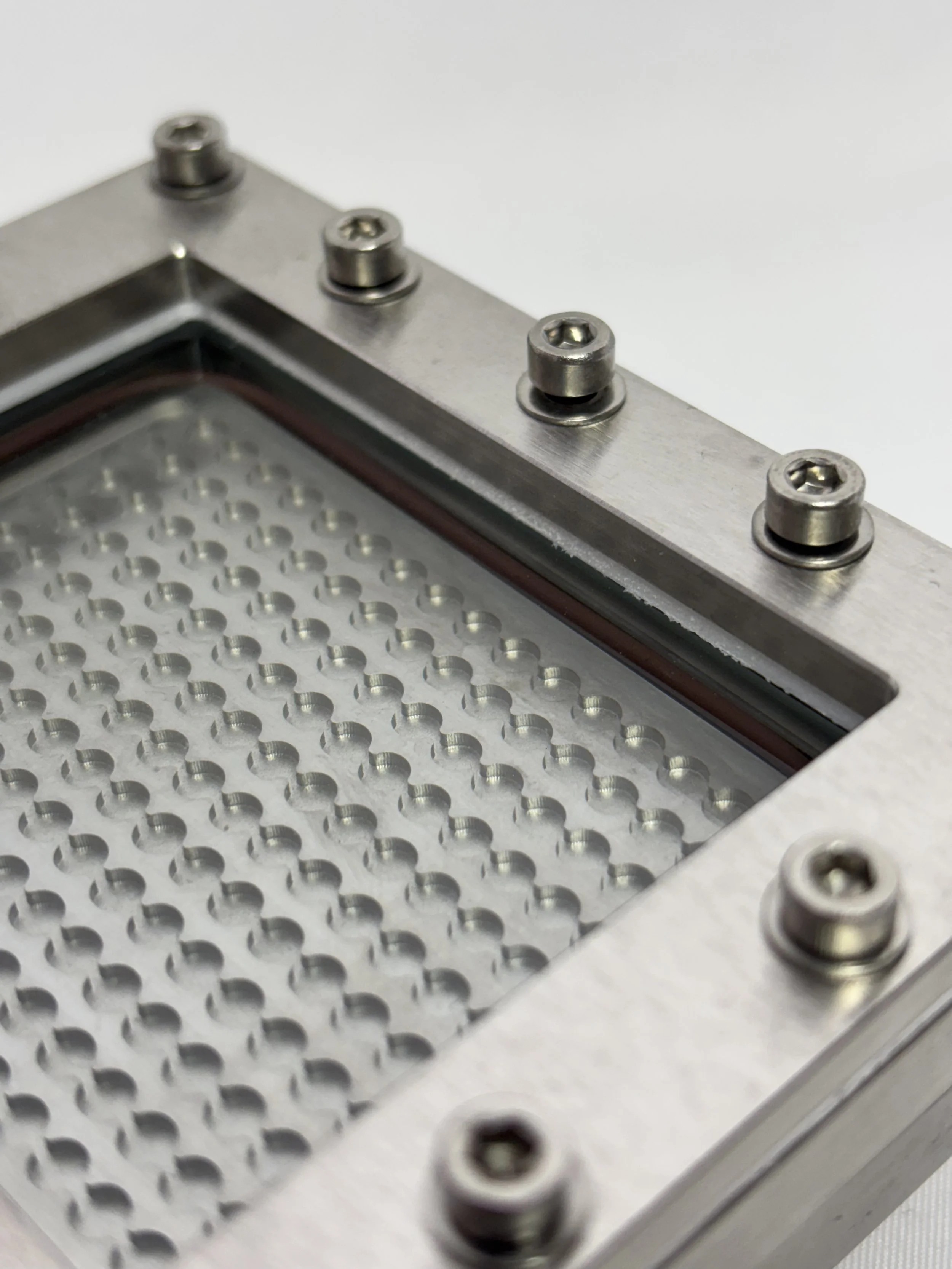
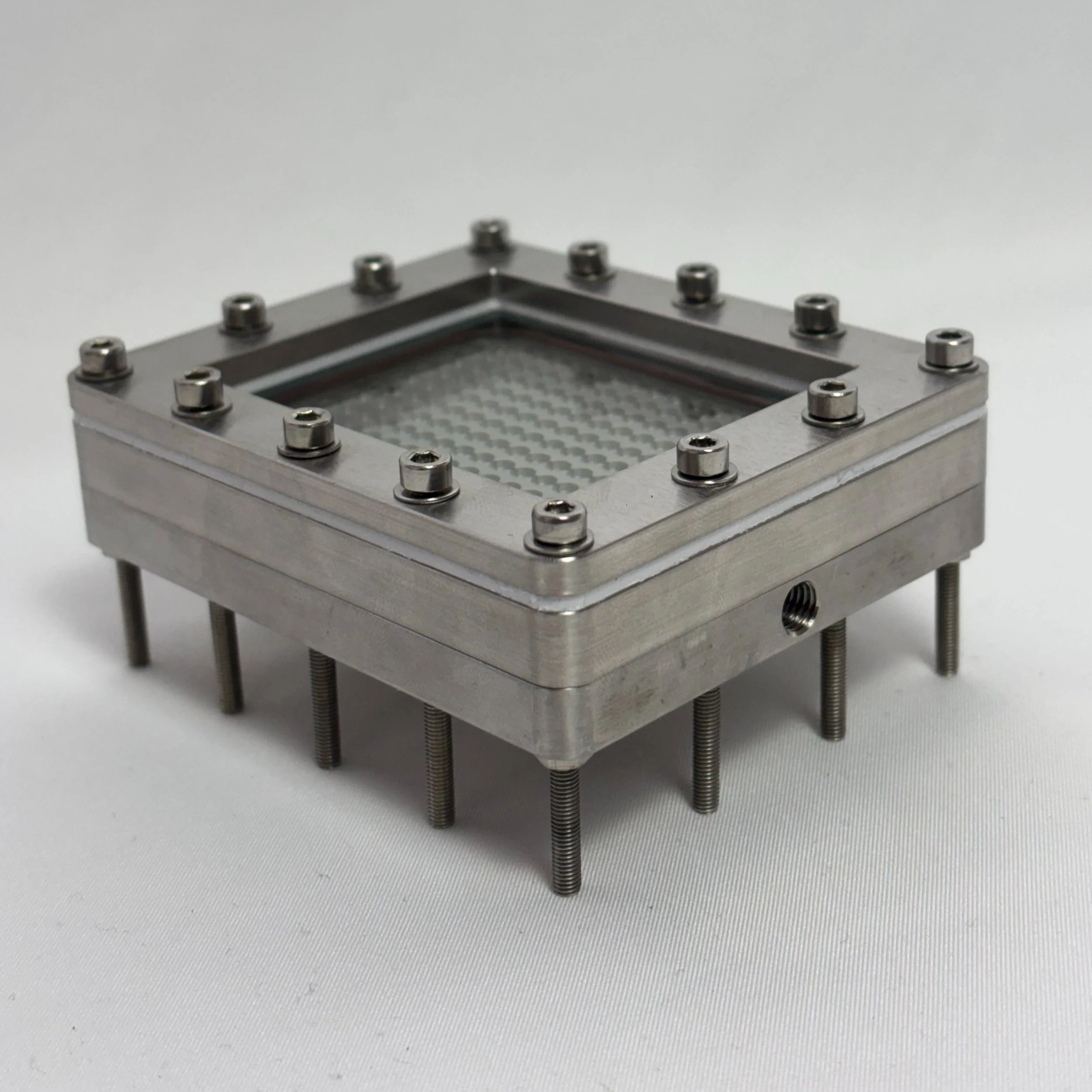
The Redeem Bubble Channel Reactor is an advanced continuous flow reactor designed to optimize fluid dynamics for enhanced mixing, superior reaction kinetics, and highly consistent chemical processing.
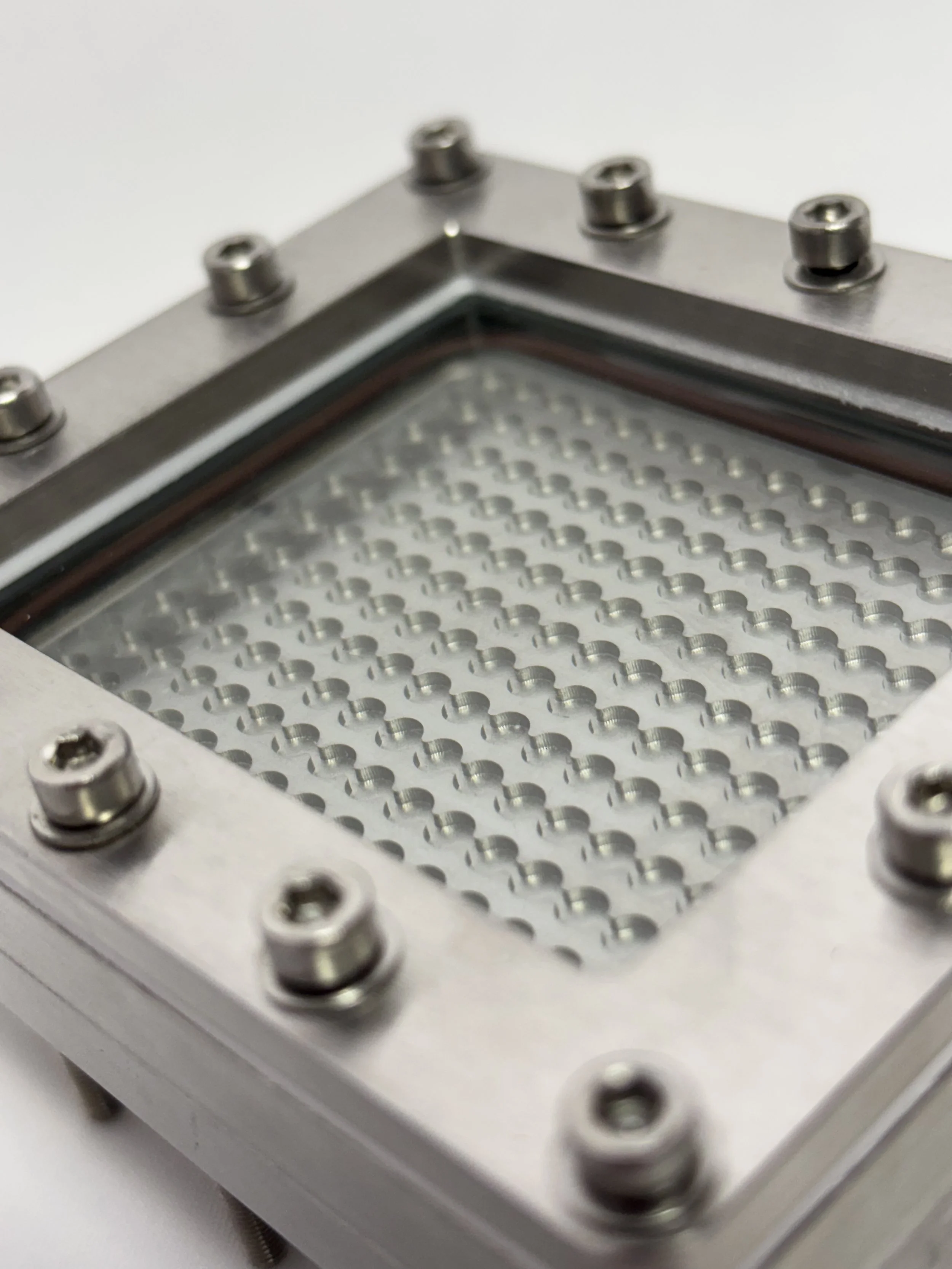
Its bubble channel architecture ensures uniform reactant dispersion, significantly improving reaction speed, mass transfer efficiency, and product quality.

This reactor is ideal for polymers, pharmaceuticals, and fine chemical synthesis, providing a scalable and seamlessly integrable solution for modern industrial production lines.
Key features
Advanced Fluid Dynamics
Optimized mixing and reaction rates to enhance overall process efficiency.
Improves reactant dispersion, reducing localized concentration gradients.
Rapid Reaction Time
Minimizes processing time while maximizing conversion efficiency and yield.
Reduces residence time, allowing for high-throughput manufacturing.
Consistent High-Quality Output
Ensures uniform results across various chemical processes, minimizing batch-to-batch variability.
Supports high-purity synthesis, ideal for demanding industries.
Key Benefits
Optimized flow dynamics reduce reaction time, improving process throughput and energy efficiency.
Enables highly controlled reaction conditions, ensuring superior product uniformity.
Design and Operation
Durable & Easy-to-Operate
Engineered for seamless integration into any production line.
Robust low-maintenance construction for continuous operation.
Reliable & Scalable Performance
Delivers consistent reaction control across various production scales.
Supports modular expansion, making it ideal for both pilot-scale and full-scale manufacturing.
Versatile Application Range
Designed for high-performance chemical processing, including:
Polymerization and polymer processing.
Pharmaceutical synthesis and active ingredient production.
Fine and specialty chemical manufacturing.
Industrial Applications
The Redeem Bubble Channel Flow Reactor is the ideal solution for a wide range of industries, including:
Polymer and advanced material synthesis.

Pharmaceutical and biotechnology manufacturing.
Fine and specialty chemical production.

Continuous-flow and high-throughput reaction systems.