
REDEEM Packed-bed Flow Reactor
Overview
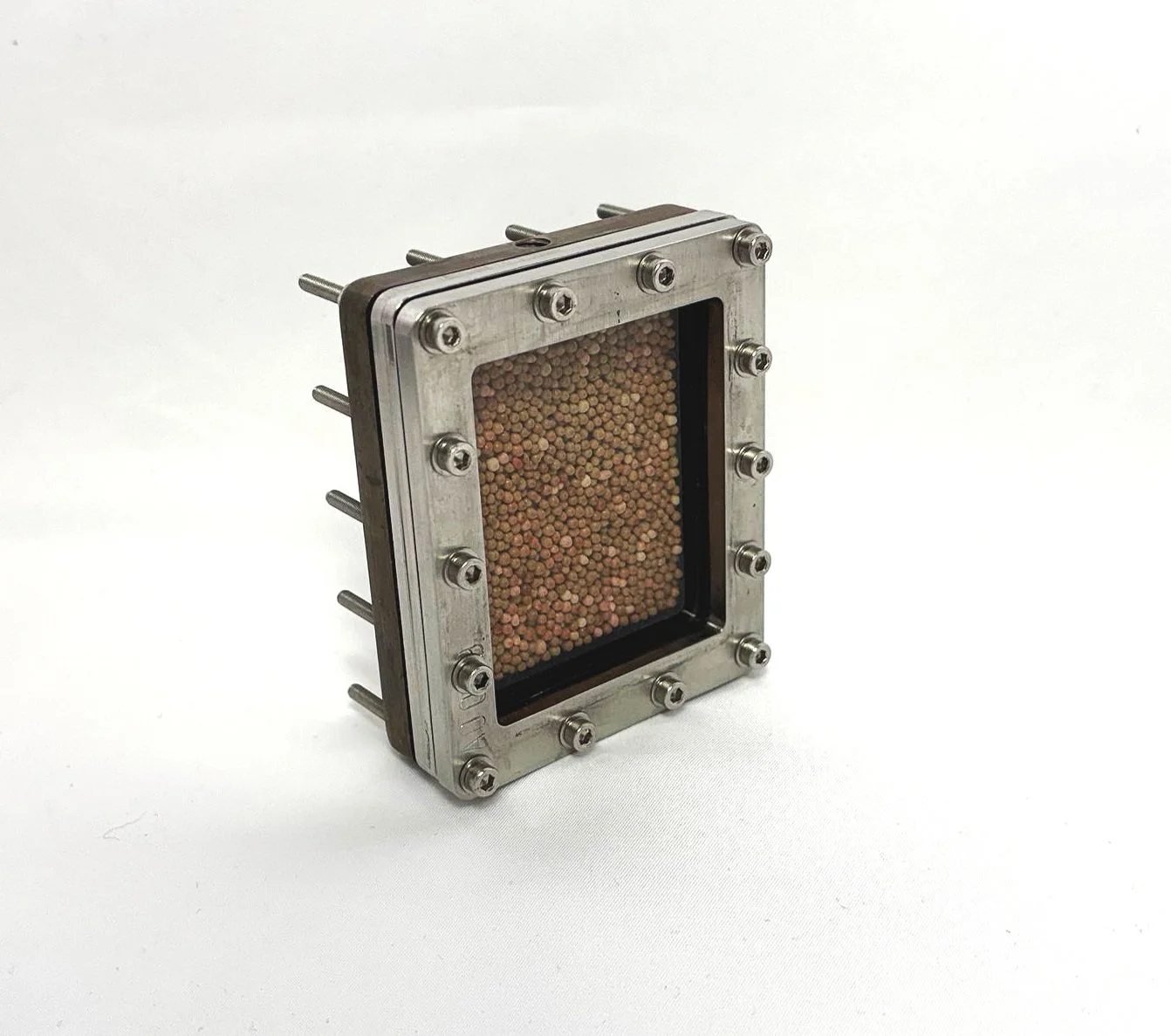
The Redeem Packed-bed Reactor is an advanced continuous flow reactor engineered for superior reaction kinetics and enhanced mass transfer through a highly optimized pellet-packed core.

Its design ensures uniform reactant distribution, minimized pressure drop, and extended operational continuity, making it ideal for catalytic applications in pharmaceuticals, petrochemicals, and specialty chemical synthesis. The reactor’s low-maintenance, durable construction guarantees long-term reliability with minimal servicing requirements.
Key features
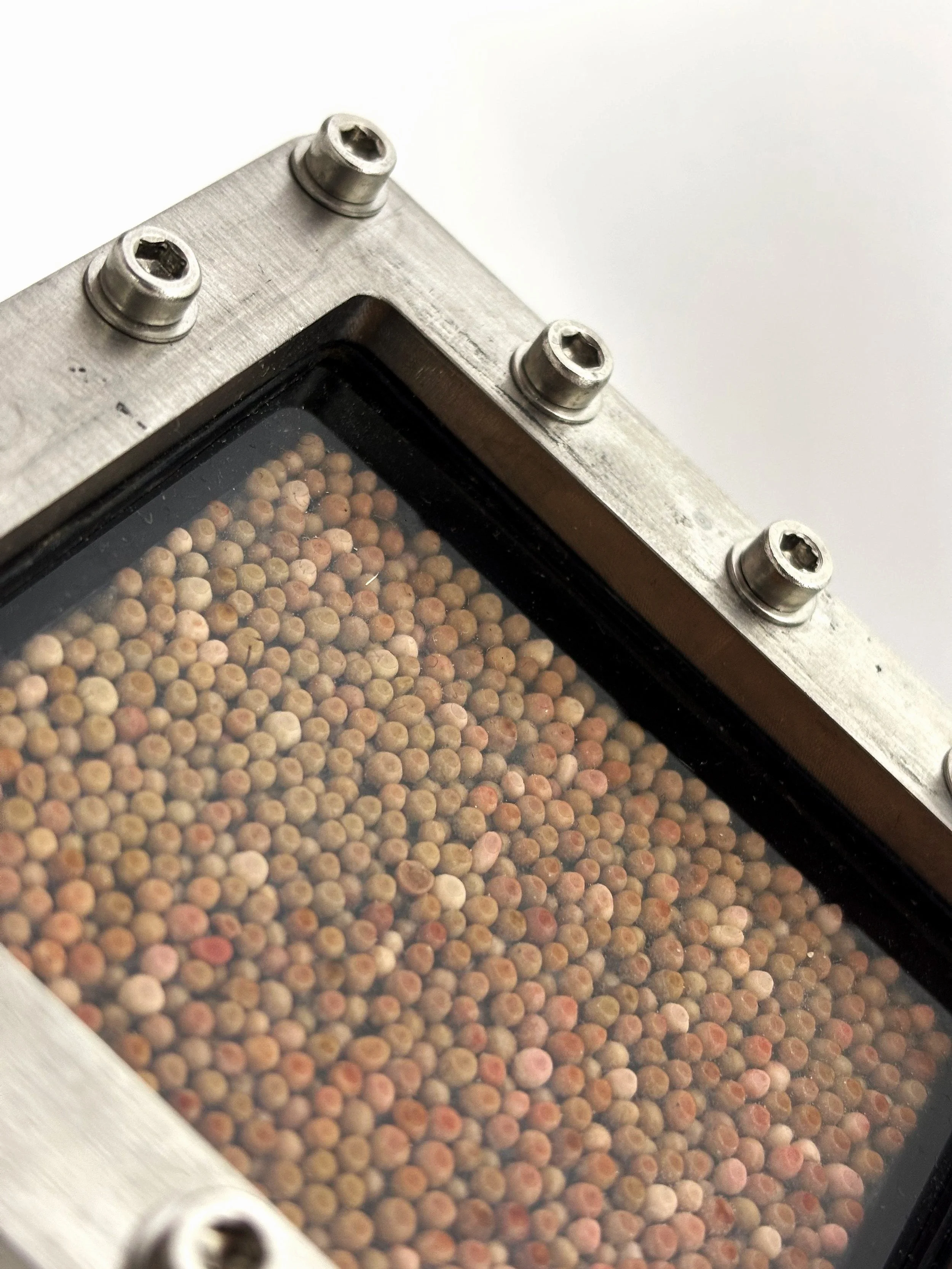
Optimized Pellet-Packed Core
Uniform flow distribution maximizes reactant exposure to the catalytic surface, improving conversion efficiency.
High surface-area-to-volume ratio enhances reaction kinetics and selectivity.
Minimal Pressure Drop
Engineered for low fluid resistance, enabling smooth, uninterrupted flow.
Prevents localized concentration gradients, ensuring optimal mass transfer efficiency.
Key Benefits
Maximizes reactant-catalyst interaction, leading to higher conversion rates and selectivity.
Enhances heat and mass transfer, reducing side reactions and improving overall yield.
Supports high-throughput synthesis, optimizing reaction scalability.
Design and Operation
Extended Run Times
Designed for continuous operation, reducing interruptions and improving process scalability.
Maximizes catalyst longevity and minimizes downtime.
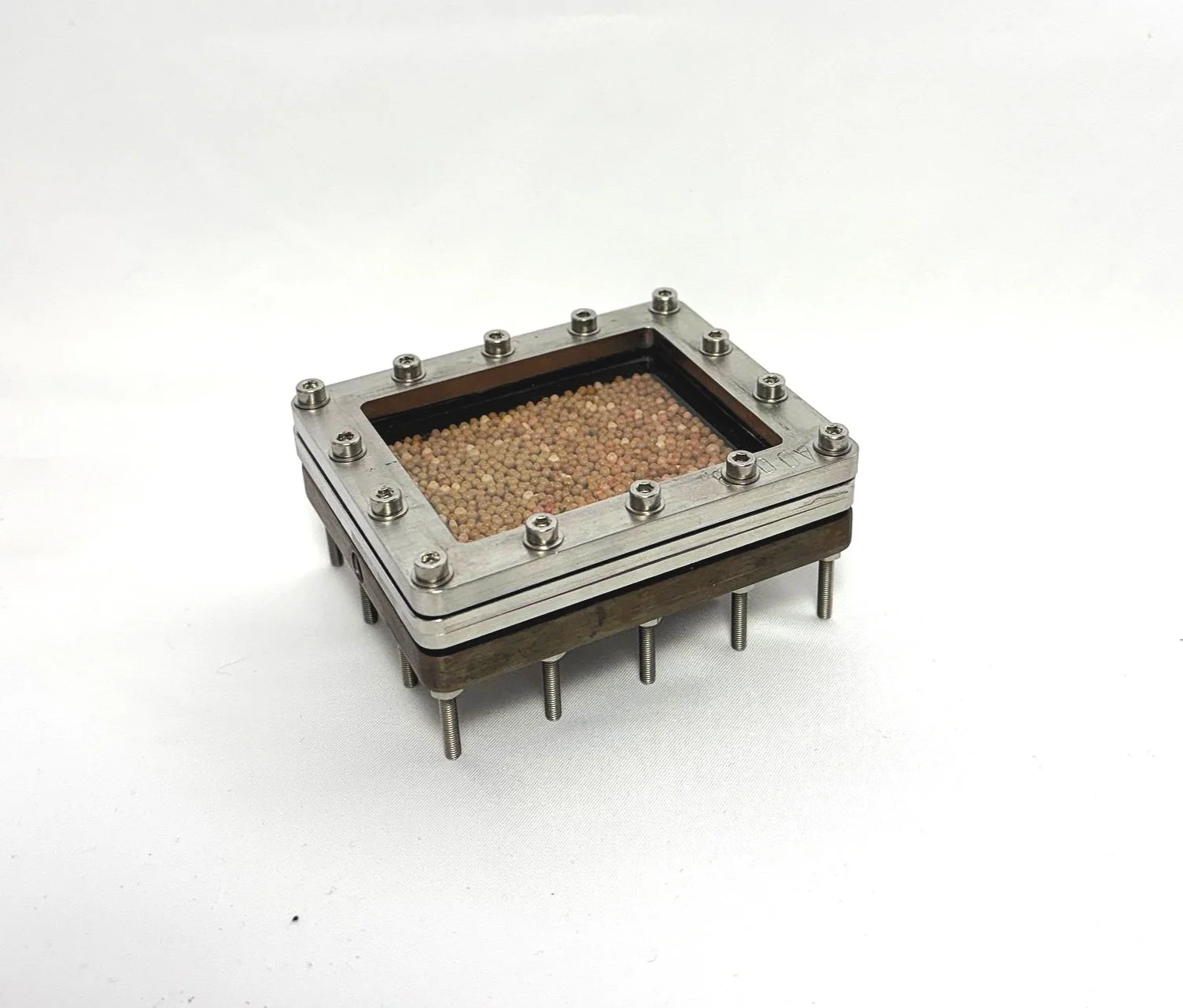
Robust & Low-Maintenance Design
Corrosion-resistant construction for durability in harsh chemical environments.
Simplified modular design enables easy cleaning and catalyst replacement
Reduced Downtime
Reliable performance ensures consistent high-yield production.
Minimal maintenance needs, reducing operational costs.
Ideal for Catalytic Applications
Optimized for heterogeneous catalysis, including:
Pharmaceutical synthesis (e.g., active ingredient production, continuous drug manufacturing).
Petrochemical transformations (e.g., hydrocracking, isomerization, selective oxidation).
Fine and specialty chemical production, ensuring high purity and process efficiency.
Industrial Applications
The Redeem Packed-bed Flow Reactor is the ideal solution for a wide range of industries, including:
Catalytic fine chemical production

Continuous pharmaceutical manufacturing
Hydrogenation and oxidation reactions

Polymerization and specialty material synthesis

Gas-solid and liquid-solid catalytic systems