
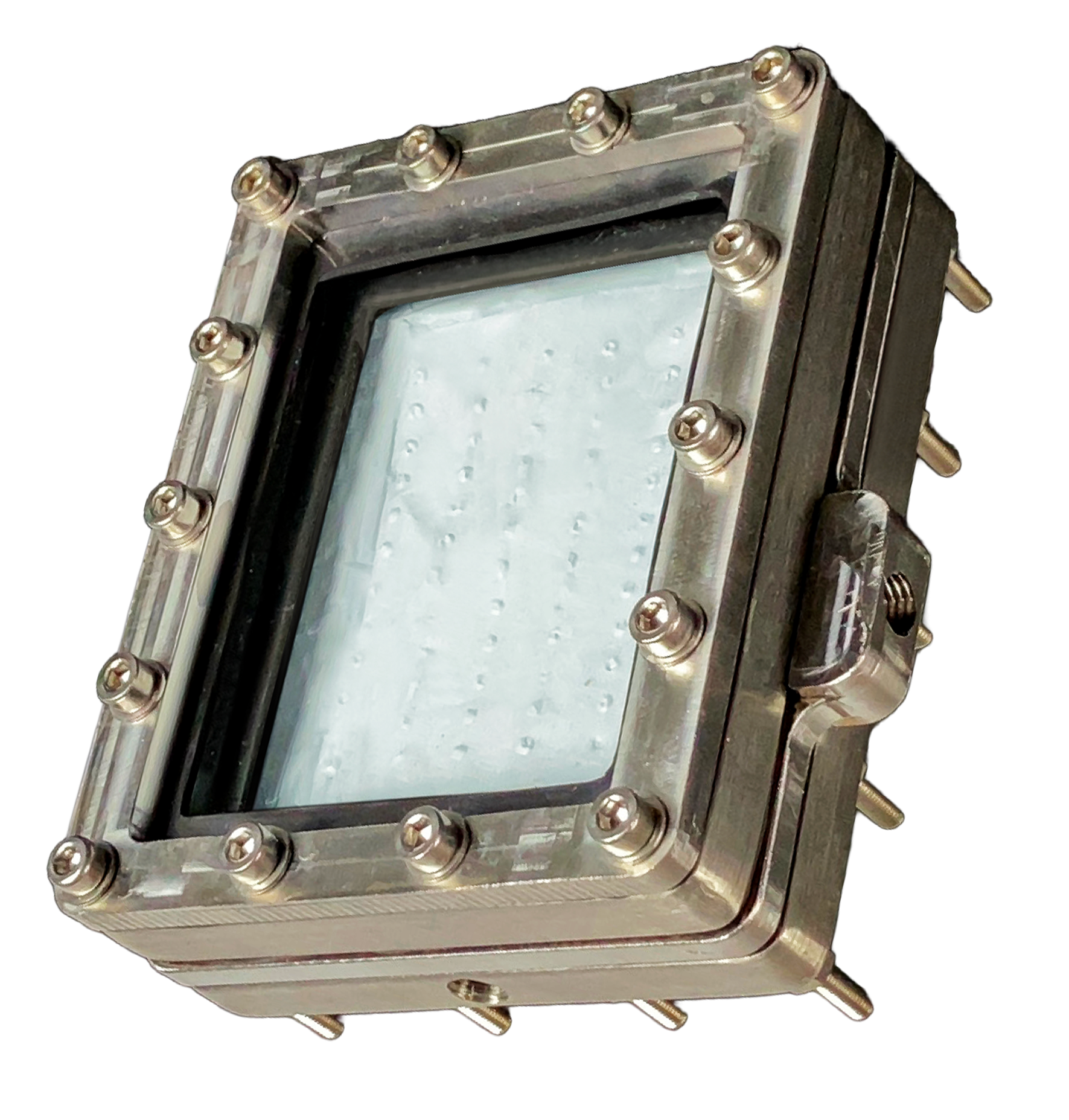
REDEEM Membrane Flow Reactor
Overview:
The Membrane Reactor integrates a selective membrane (see our membranes or use your own) to combine reaction and separation in a single flow platform. Selective permeability can allow certain molecules to pass while blocking others, helping promote desired reaction pathways and suppress undesired ones. It can also be used as a filtration unit.
Specifications:
Depth: 0.1 - 5 mm
Volume: 0.264 - 13.19 mL
Membranes available: See our membranes or use your own
Illuminated area: 26.38 cm²
Temperature range: -20/200°C
Pressure range: Up to 12 bar
Residence time: ~ 1/52 - 1020/52740 seconds
Materials option: Stainless steel, Hastelloy, Cu, PEEK, Anodized Al
Window options: Borosilicate, quartz, ITO, Sapphire
Dimensions: 8.6 x 7.2 cmKey Benefits of Membrane:
Easy membrane replacement
Compatible with any membrane
Multiple uses, from synthesis to filtration
Possible applications:
Well-suited for equilibrium-limited reactions and reactive separations where removing or controlling specific species improves conversion. Compatible with a range of membrane types, including nanofiltration and dialysis membranes, making it relevant for pharmaceutical flow processing and product purification steps. Or just as a standalone filtration unit.

Liquid-Liquid
Separation of liquids, either for synthesis or filtration

Gas-Liquid
Gas separation, to promote reaction kinetics
Solid-Liquid
Filtration unit to separate slurries.
Design and Operation:
Robust and Highly Efficient Structure
Modular design made of stainless steel and corrosion-resistant materials, ensuring durability and compatibility with a wide range of reactants.
Optimized configuration for seamless integration with existing industrial equipment and processes.
Simplified operation, reducing the need for manual intervention and maintenance.
Applications
The Redeem Membrane Flow Reactor is the ideal solution for a wide range of industries, including:

Pharmaceutical Industry
Synthesis of active ingredients with high purity and repeatability.

Chemical Industry
Production of polymers, catalysts, and fine chemicals.

Energy sector
Applications in biofuels and thermal conversion processes.
Nanotechnology
Production of nanoparticles and advanced materials.