
REDEEM Split-Flow Reactor
Overview:
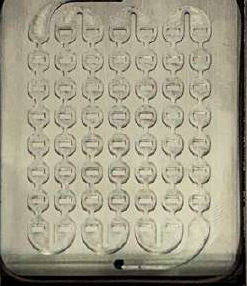
The Split-Flow Reactor is a split-and-recombine (SAR) flow reactor that repeatedly splits, mixes, and remixes the flowing stream to intensify phase interaction and provide sufficient residence time for slower transformations. When equipped with a window, it enables full light utilization, thanks to its 1 mm thickness.
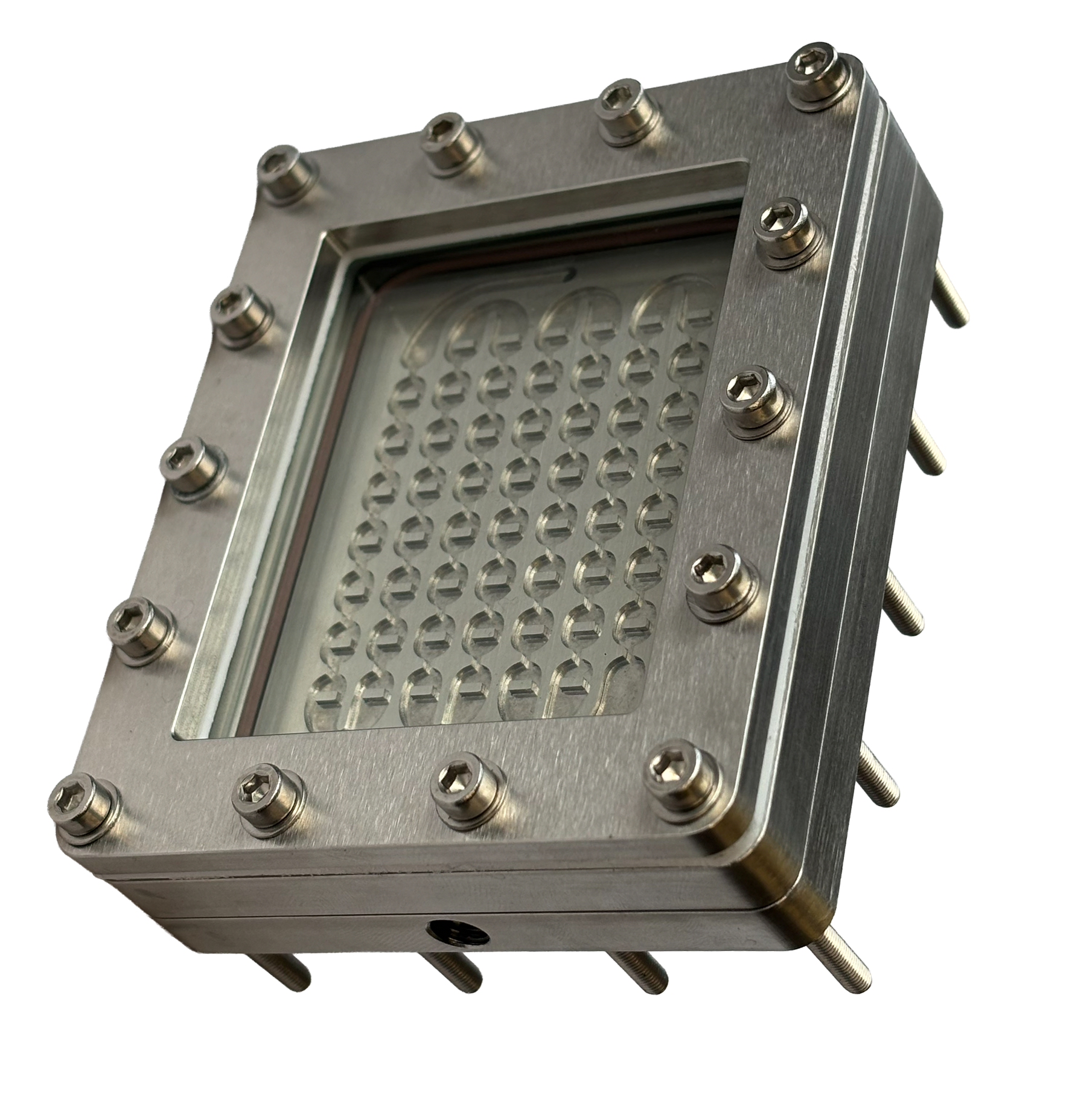
Specifications:
Volume: 1.36 mL
Illuminated area: 13.63 cm²
Depth: 1 mm
Temperature range: -20/200°C (up to 300°C on request)
Pressure range: Up to 12 bar
Residence time: ~ 6-5400 seconds
Materials option: Stainless steel, Hastelloy, Cu, PEEK, Anodized Al
Window options: Borosilicate, quartz, ITO, Sapphire
Dimensions: 8.6 x 7.2 cmKey Benefits of Split-Flow:
Efficiently mix different phase liquid
Reduces batch-to-batch variability, improving process efficiency and product quality.
Efficient heat distribution with its 1 mm thickness
Possible applications:
Optimized for difficult-to-mix phases and reactions limited by diffusion between immiscible liquid phases, making it a strong choice for biphasic flow chemistry and phase-transfer systems.

Liquid-Liquid
Homogeneous dispersion of immiscible fluids.
Advanced Mixing Technology
Equipped with a high-precision microfluidic system, the Redeem Split-Flow Reactor ensures uniform distribution of reactants, eliminating concentration and temperature gradients, which leads to greater reproducibility in chemical processes.

Design and Operation:
Robust and Highly Efficient Structure
Modular design made of stainless steel and corrosion-resistant materials, ensuring durability and compatibility with a wide range of reactants.
Optimized configuration for seamless integration with existing industrial equipment and processes.
Simplified operation, reducing the need for manual intervention and maintenance.
Applications
The Redeem Split-Flow Reactor is the ideal solution for a wide range of industries, including:

Pharmaceutical Industry
Synthesis of active ingredients with high purity and repeatability.

Chemical Industry
Production of polymers, catalysts, and fine chemicals.

Energy sector
Applications in biofuels and thermal conversion processes.
Nanotechnology
Production of nanoparticles and advanced materials.